
ЁЁЁЁУЛгаРэТлжИЕМЕФЪЕМљЪЧУЄФПЕФЪЕМљЃЌУЛгаЪЕМљЕФРэТлЪЧПеЖДЕФРэТлЁЃ
ЁЁЁЁЮвЙњДгЪТЪ§ПиЛњДВЕчЦјЩшМЦЁЂгІгУгыЮЌаоММЪѕЙЄзїЕФЙЄГЬММЪѕШЫдБЪ§вдЭђМЦЃЌШЛЖјгЩгкДЫЯюММЪѕЕФИДдгадЁЂЖрбљадКЭЖрБфадвдМАвЛаЉПЭЙлЛЗОГвђЫиЕФжЦдМЃЌдкЪ§ПиЛњДВЕчЦјЮЌаоММЪѕЗНУцЛЙУЛгааЮГЩвЛЬзГЩЪьЕФЁЂЭъећЕФРэТлЬхЯЕЁЃЕБНёПижЦРэТлгыздЖЏЛЏММЪѕЕФИпЫйЗЂеЙЃЌгШЦфЪЧЮЂЕчзгММЪѕКЭМЦЫуЛњММЪѕЕФШеаТдТвьЃЌЪЙЕУЪ§ПиММЪѕвВдкЭЌВНЗЩЫйЗЂеЙЃЌЪ§ПиЯЕЭГНсЙЙаЮЪНЩЯЕФPCЛљЁЂПЊЗХЛЏКЭадФмЩЯЕФЖрбљЛЏЁЂИДдгЛЏЁЂИпжЧФмЛЏВЛНіИјЦфгІгУДгЙлФюЕНЪЕМљ
ЁЁЁЁДјРДСЫОоДѓБфЛЏЃЌвВдкЦфЮЌаоРэТлЁЂММЪѕКЭЪжЖЮЩЯДјРДСЫКмДѓЕФБфЛЏЁЃвђДЫЃЌвЛЦЊНВзљаЮЪНЕФЮФеТВЛПЩФмАбвбОаЮГЩСЫвЛУХзЈУХбЇПЦЕФЪ§ПиЛњДВЕчЦјЮЌаоММЪѕРэТлЭъећЕиБэЪіГіРДЃЌБОЮФНіЪЧНЋЖрФъЕФЪЕМљЬНЫїМАвЕФкжкЭЌШЪЕФОбщзмНсМгвдЪЪЕБЕФЙщФЩећРэЃЌвдЧѓЖдИУбЇПЦРэТлЕФЗЂеЙМАЙЄГЬММЪѕШЫдБЕФЪЕМљгаЫљёдвцЁЃ
ЁЁЁЁвЛЁЂЪ§ПиММЪѕ
ЁЁЁЁЬИЕНЮЌаоЃЌЪзЯШБиаыДгзмЬхЩЯСЫНтЮвУЧЕФЮЌаоЖдЯѓЁЃ
ЁЁЁЁ1.Ъ§ПиЛњДВЕчЦјПижЦЯЕЭГзлЪі
ЁЁЁЁвЛЬЈЕфаЭЕФЪ§ПиЛњДВЦфШЋВПЕФЕчЦјПижЦЯЕЭГШчЭМ1ЫљЪОЁЃ

ЁЁЁЁ(1)Ъ§ОнЪфШызАжУНЋжИСюаХЯЂКЭИїжжгІгУЪ§ОнЪфШыЪ§ПиЯЕЭГЕФБивЊзАжУЁЃЫќПЩвдЪЧДЉПзДјдФЖСЛњ(вбКмЩйЪЙгУ)ЃЌ3.5inШэХЬЧ§ЖЏЦїЃЌCNCМќХЬ(вЛАуЪфШыВйзї)ЃЌЪ§ПиЯЕЭГХфБИЕФгВХЬМАЧ§ЖЏзАжУ(гУгкДѓСПЪ§ОнЕФДцДЂБЃЛЄ)ЁЂДХДјЛњ(НЯЩйЪЙгУ)ЁЂPCМЦЫуЛњЕШЕШЁЃ
ЁЁЁЁ(2)Ъ§ПиЯЕЭГЪ§ПиЛњДВЕФжаЪрЃЌЫќНЋНгЕНЕФШЋВПЙІФмжИСюНјааНтТыЁЂдЫЫуЃЌШЛКѓгаађЕиЗЂГіИїжжашвЊЕФдЫЖЏжИСюКЭИїжжЛњДВЙІФмЕФПижЦжИСюЃЌжБжСдЫЖЏКЭЙІФмНсЪјЁЃ
ЁЁЁЁЪ§ПиЯЕЭГЖМгаКмЭъЩЦЕФздеяЖЯФмСІЃЌШеГЃЪЙгУжаИќЖрЕиЪЧвЊзЂвтбЯИёАДЙцЖЈВйзїЃЌЖјШеГЃЕФЮЌЛЄдђжївЊЪЧЖдгВМўЪЙгУЛЗОГЕФБЃЛЄКЭЗРжЙЯЕЭГШэМўЕФЦЦЛЕЁЃ
ЁЁЁЁ(3)ПЩБрГЬТпМПижЦЦїЪЧЛњДВИїЯюЙІФмЕФТпМПижЦжааФЁЃЫќНЋРДздCNCЕФИїжждЫЖЏМАЙІФмжИСюНјааТпМХХађЃЌЪЙЫќУЧФмЙЛзМШЗЕиЁЂаЕїгаађЕиАВШЋдЫааЃЛЭЌЪБНЋРДздЛњДВЕФИїжжаХЯЂМАЙЄзїзДЬЌДЋЫЭИјCNCЃЌЪЙCNCФмМАЪБзМШЗЕиЗЂГіНјвЛВНЕФПижЦжИСюЃЌШчДЫЪЕЯжЖдећИіЛњДВЕФПижЦЁЃ
ЁЁЁЁЕБДњPLCЖрМЏГЩгкЪ§ПиЯЕЭГжаЃЌетжївЊЪЧжИПижЦШэМўЕФМЏГЩЛЏЃЌЖјPLCгВМўдђдкЙцФЃНЯДѓЕФЯЕЭГжаЭљЭљВЩШЁЗжВМЪННсЙЙЁЃPLCгыCNCЕФМЏГЩЪЧВЩШЁШэМўНгПкЪЕЯжЕФЃЌвЛАуЯЕЭГЖМЪЧНЋЖўепМфИїжжЭЈаХаХЯЂЗжБ№жИЖЈЦфЙЬЖЈЕФДцЗХЕижЗЃЌгЩЯЕЭГЖдЫљгаЕижЗЕФаХЯЂзДЬЌНјааЪЕЪБМрПиЃЌИљОнИїНгПкаХКХЕФЯжЪБзДЬЌМгвдЗжЮіХаЖЯЃЌОнДЫзїГіНјвЛВНЕФПижЦУќСюЃЌЭъГЩЖддЫЖЏЛђЙІФмЕФПижЦЁЃ
ЁЁЁЁВЛЭЌГЇЩЬЕФPLCгаВЛЭЌЕФPLCгябдКЭВЛЭЌЕФгябдБэДяаЮЪНЃЌвђДЫЃЌСІЧѓЪьЯЄФГвЛЛњДВPLCГЬађЕФЧАЬсЪЧЯШЪьЯЄИУЛњДВЕФPLCгябдЁЃ
ЁЁЁЁ(4)жїжсЧ§ЖЏЯЕЭГНгЪмРДздCNCЕФЧ§ЖЏжИСюЃЌОЫйЖШгызЊОи(ЙІТЪ)ЕїНкЪфГіЧ§ЖЏаХКХЧ§ЖЏжїЕчЖЏЛњзЊЖЏЃЌЭЌЪБНгЪмЫйЖШЗДРЁЪЕЪЉЫйЖШБеЛЗПижЦЁЃЫќЛЙЭЈЙ§PLCНЋжїжсЕФИїжжЯжЪЕЙЄзїзДЬЌЭЈИцCNCгУвдЭъГЩЖджїжсЕФИїЯюЙІФмПижЦЁЃ
ЁЁЁЁжїжсЧ§ЖЏЯЕЭГздЩэгааэЖрВЮЪ§ЩшЖЈЃЌетаЉВЮЪ§жБНггАЯьжїжсЕФзЊЖЏЬиадЃЌЦфжагааЉВЛПЩЖЊЪЇЛђИФБфЕФЃЌР§ШчжИЪОЕчЖЏЛњЙцИёЕФВЮЪ§ЕШЃЌгааЉЪЧПЩИљОндЫаазДЬЌМгвдЕїИФЕФЃЌР§
ШчСуЦЏЕШЁЃЭЈГЃCNCжавВЩшгажїжсЯрЙиЕФЛњДВЪ§ОнЃЌВЂЧвгыжїжсЧ§ЖЏЯЕЭГЕФВЮЪ§зїгУЯрЭЌЃЌвђДЫвЊзЂвтЖўепШЁвЛЃЌЧаЮ№ГхЭЛЁЃ
ЁЁЁЁ(5)НјИјЫХЗўЯЕЭГНгЪмРДздCNCЖдУПИідЫЖЏзјБъжсЗжБ№ЬсЙЉЕФЫйЖШжИСюЃЌОЫйЖШгыЕчСї(зЊОи)ЕїНкЪфГіЧ§ЖЏаХКХЧ§ЖЏЫХЗўЕчЛњзЊЖЏЃЌЪЕЯжЛњДВзјБъжсдЫЖЏЃЌЭЌЪБНгЪмЫйЖШЗДРЁаХКХЪЕЪЉЫйЖШБеЛЗПижЦЁЃЫќвВЭЈЙ§PLCгыCNCЭЈаХЃЌЭЈБЈЯжЪБЙЄзїзДЬЌВЂНгЪмCNCЕФПижЦЁЃ
ЁЁЁЁНјИјЫХЗўЯЕЭГЫйЖШЕїНкЦїЕФе§ШЗЕїНкЪЧзюживЊЕФЃЌгІИУдкЮЛжУПЊЛЗЕФЬѕМўЯТзїзюМбЛЏЕїНкЃЌМШВЛЙ§ГхгжвЊБЃГжвЛЖЈЕФгВЬиадЁЃЫќЪмЛњДВзјБъжсЛњаЕЬиадЕФжЦдМЃЌвЛЕЉЕМЙьКЭЛњаЕДЋЖЏСД
ЕФзДЬЌЗЂЩњБфЛЏЃЌОЭашжиЕїЫйЖШЛЗЕїНкЦїЁЃ
ЁЁЁЁ(6)ЕчЦїгВМўЕчТЗЫцзХPLCЙІФмЕФВЛЖЯЧПДѓЃЌЕчЦїгВМўЕчТЗжївЊШЮЮёЪЧЕчдДЕФЩњГЩгыПижЦЕчТЗЁЂИєРыМЬЕчЦїВПЗжМАИїРржДааЕчЦї(МЬЕчЦїЁЂНгДЅЦї)ЃЌКмЩйЛЙгаМЬЕчЦїТпМЕчТЗЕФДцдкЁЃЕЋЪЧвЛаЉНјПкЛњДВЙёжаЛЙгаЪЙгУздКЌвЛЖЈТпМПижЦЕФзЈгУзщКЯаЭМЬЕчЦїЕФЧщПіЃЌвЛЕЉетРрдЊМўГіЯжЙЪеЯЃЌГ§СЫИќЛЛжЎЭтЃЌЛЙПЩвдНЋЦфШЅГ§ЖјгЩPLCТпМШЁЖјДњжЎЃЌЕЋЪЧетВЛНіашвЊЖдИУзЈгУЕчЦїЕФЙЄзїдРэгаЧхГўЕФСЫНтЃЌЛЙвЊЖдЛњДВЕФPLCгябдгыГЬађЩюШыеЦЮеВХааЁЃ
ЁЁЁЁ(7)ЛњДВ(ЕчЦїВПЗж)АќРЈЫљгаЕФЕчЖЏЛњЁЂЕчДХЗЇЁЂжЦЖЏЦїЁЂИїжжПЊЙиЕШЁЃЫќУЧЪЧЪЕЯжЛњДВ
ИїжжЖЏзїЕФжДааепКЭЛњДВИїжжЯжЪЕзДЬЌЕФБЈИцдБЁЃ
етРяПЩФмЕФжївЊЙЪеЯЖрЪ§ЪєгкЕчЦїМўздЩэЕФЫ№ЛЕКЭСЌНгЕчЯпЁЂЕчРТЕФЭбПЊЛђЖЯСбЁЃ
ЁЁЁЁ(8)ЫйЖШВтСПЭЈГЃгЩМЏзАгкжїжсКЭНјИјЕчЖЏЛњжаЕФВтЫйЛњРДЭъГЩЁЃЫќНЋЕчЖЏЛњЪЕМЪзЊЫйЦЅХфГЩЕчбЙжЕЫЭЛиЫХЗўЧ§ЖЏЯЕЭГзїЮЊЫйЖШЗДРЁаХКХЃЌгыжИСюЫйЖШЕчбЙжЕЯрБШНЯЃЌДгЖјЪЕЯжЫйЖШЕФОЋШЗПижЦЁЃ
ЁЁЁЁетРягІзЂвтВтЫйЗДРЁЕчбЙЕФЦЅХфСЊНгЃЌВЂЧвВЛвЊВ№аЖВтЫйЛњЁЃгЩДЫв§Ц№ЕФЫйЖШЪЇПиЖрЪЧгЩгкВтЫйЗДРЁЯпНгЗДЛђепЖЯЯпЫљжТЁЃ
ЁЁЁЁ(9)ЮЛжУВтСПНЯдчЦкЕФЛњДВЪЙгУжБЯпЛђдВаЮЭЌВНИагІЦїЛђепа§зЊБфбЙЦїЃЌЖјЯжДњЛњДВЖрВЩ
гУЙтеЄГпКЭЪ§зжТіГхБрТыЦїзїЮЊЮЛжУВтСПдЊМўЁЃЫќУЧЖдЛњДВзјБъжсдкдЫаажаЕФЪЕМЪЮЛжУНјаажБНгЛђМфНгЕФВтСПЃЌНЋВтСПжЕЗДРЁЕНCNCВЂгыжИСюЮЛвЦЯрБШНЯжБжСзјБъжсЕНДяжИСюЮЛжУЃЌДгЖјЪЕЯжЖдЮЛжУЕФОЋШЗПижЦЁЃ
ЁЁЁЁЮЛжУЛЗПЩФмГіЯжЕФЙЪеЯЖрЮЊгВМўЙЪеЯЃЌР§ШчЮЛжУВтСПдЊМўЪмЕНЮлШОЃЌЕМЯпСЌНгЙЪеЯЕШЁЃ
ЁЁЁЁ(10)ЭтВПЩшБИвЛАужИPCМЦЫуЛњЁЂДђгЁЛњЕШЪфГіЩшБИЃЌЖрЪ§ВЛЪєгкЛњДВЕФЛљБОХфжУЁЃЪЙгУжаЕФжївЊЮЪЬтгыЪфШызАжУвЛбљЃЌЪЧЦЅХфЮЪЬтЁЃ
ЁЁЁЁ2.Ъ§ПиЛњДВдЫЖЏзјБъЕФЕчЦјПижЦ
ЁЁЁЁЪ§ПиЛњДВвЛИідЫЖЏзјБъЕФЕчЦјПижЦгЩЕчСї(зЊОи)ПижЦЛЗЁЂЫйЖШПижЦЛЗКЭЮЛжУПижЦЛЗДЎСЊзщГЩ
ЁЃЦфПижЦПђЭМШчЭМ2ЁЃ
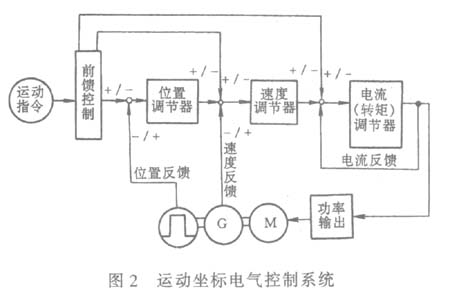
ЁЁЁЁ(1)ЕчСїЛЗЪЧЮЊЫХЗўЕчЛњЬсЙЉзЊОиЕФЕчТЗЁЃвЛАуЧщПіЯТЫќгыЕчЖЏЛњЕФЦЅХфЕїНквбгЩжЦдьепзїКУСЫЛђепжИЖЈСЫЯргІЕФЦЅХфВЮЪ§ЃЌЦфЗДРЁаХКХвВдкЫХЗўЯЕЭГФкСЊНгЭъГЩЃЌвђДЫВЛашНгЯпгыЕїећЁЃ
ЁЁЁЁ(2)ЫйЖШЛЗЪЧПижЦЕчЖЏЛњзЊЫйврМДзјБъжсдЫааЫйЖШЕФЕчТЗЁЃЫйЖШЕїНкЦїЪЧБШР§Л§Зж(PI)ЕїНкЦїЃЌЦфPЁЂIЕїећжЕЭъШЋШЁОігкЫљЧ§ЖЏзјБъжсЕФИКдиДѓаЁКЭЛњаЕДЋЖЏЯЕЭГ(ЕМЙьЁЂДЋЖЏЛњЙЙ)ЕФДЋЖЏИеЖШгыДЋЖЏМфЯЖЕШЛњаЕЬиадЃЌвЛЕЉетаЉЬиадЗЂЩњУїЯдБфЛЏЪБЃЌЪзЯШашвЊЖдЛњаЕДЋЖЏЯЕЭГНјаааоИДЙЄзїЃЌШЛКѓжиаТЕїећЫйЖШЛЗPIЕїНкЦїЁЃ
ЁЁЁЁЫйЖШЛЗЕФзюМбЕїНкЪЧдкЮЛжУЛЗПЊЛЗЕФЬѕМўЯТВХФмЭъГЩЕФЃЌетЖдгкЫЎЦНдЫЖЏЕФзјБъжсКЭзЊЖЏзјБъжсНЯШнвзНјааЃЌЖјЖдгкДЙЯђдЫЖЏзјБъжсдђЮЛжУПЊЛЗЪБЛсздЖЏЯТТфЖјЗЂЩњЮЃЯеЃЌПЩвдВЩШЁЯШеЊЯТЕчЖЏЛњПедиЕїећЃЌШЛКѓдйзАКУЕчЖЏЛњгыЮЛжУЛЗвЛЦ№ЕїећЛђепжБНгДјЮЛжУЛЗвЛЦ№ЕїећЃЌетЪБашвЊгавЛЖЈЕФОбщКЭЯИаФЁЃ
ЁЁЁЁЫйЖШЛЗЕФЗДРЁЛЗНкМћЧАУцЁАЫйЖШВтСПЁБвЛНкЁЃ
ЁЁЁЁ(3)ЮЛжУЛЗЪЧПижЦИїзјБъжсАДжИСюЮЛжУОЋШЗЖЈЮЛЕФПижЦЛЗНкЁЃЮЛжУЛЗНЋзюжегАЯьзјБъжсЕФЮЛжУОЋЖШМАЙЄзїОЋЖШЁЃетЦфжагаСНЗНУцЕФЙЄзїЃК
ЁЁЁЁвЛЪЧЮЛжУВтСПдЊМўЕФОЋЖШгыCNCЯЕЭГТіГхЕБСПЕФЦЅХфЮЪЬтЁЃВтСПдЊМўЕЅЮЛвЦЖЏОрРыЗЂГіЕФТі
ГхЪ§ФПОЙ§ЭтВПБЖЦЕЕчТЗКЭ/ЛђCNCФкВПБЖЦЕЯЕЪ§ЕФБЖЦЕКѓвЊгыЪ§ПиЯЕЭГЙцЖЈЕФЗжБцТЪЯрЗћЁЃР§ШчЮЛжУВтСПдЊМў10ТіГх/mmЃЌЪ§ПиЯЕЭГЗжБцТЪМДТіГхЕБСПЮЊ0.001mmЃЌдђВтСПдЊМўЫЭГіЕФТіГхБиаыОЙ§100БЖЦЕЗНПЩЦЅХфЁЃ
ЁЁЁЁЖўЪЧЮЛжУЛЗдівцЯЕЪ§KvжЕЕФе§ШЗЩшЖЈгыЕїНкЁЃЭЈГЃKvжЕЪЧзїЮЊЛњДВЪ§ОнЩшжУЕФЃЌЪ§ПиЯЕЭГжаЖдИїИізјБъжсЗжБ№жИЖЈСЫKvжЕЕФЩшжУЕижЗКЭЪ§жЕЕЅЮЛЁЃдкЫйЖШЛЗзюМбЛЏЕїНкКѓKvжЕЕФЩшЖЈдђГЩЮЊЗДгГЛњДВадФмКУЛЕЁЂгАЯьзюжеОЋЖШЕФживЊвђЫиЁЃKvжЕЪЧЛњДВдЫЖЏзјБъздЩэадФмгХСгЕФжБНгБэЯжЖјВЂЗЧПЩвдШЮвтЗХДѓЁЃЙигкKvжЕЕФЩшжУвЊзЂвтСНИіЮЪЬтЃЌЪзЯШвЊТњзуЯТСаЙЋЪНЃК
Kv=v/ІЄ
ЪНжаvЁЊЁЊзјБъдЫааЫйЖШЃЌm/min
ІЄЁЊЁЊИњзйЮѓВюЃЌmm
ЁЁЁЁзЂвтЃЌВЛЭЌЕФЪ§ПиЯЕЭГВЩгУЕФЕЅЮЛПЩФмВЛЭЌЃЌЩшжУЪБвЊзЂвтЪ§ПиЯЕЭГЙцЖЈЕФЕЅЮЛЁЃР§ШчЃЌзјБъдЫааЫйЖШЕФЕЅЮЛЪЧm/minЃЌдђKvжЕЕЅЮЛЮЊm/(mmЁЄmin)ЃЌШєvЕФЕЅЮЛЮЊmm/sЃЌдђKvЕФЕЅЮЛгІЮЊmm/(mmЁЄs)ЁЃ
ЁЁЁЁЦфДЮвЊТњзуИїСЊЖЏзјБъжсЕФKvжЕБиаыЯрЭЌЃЌвдБЃжЄКЯГЩдЫЖЏЪБЕФОЋЖШЁЃЭЈГЃЪЧвдKvжЕзюЕЭЕФзјБъжсЮЊзМЁЃ
ЁЁЁЁЮЛжУЗДРЁ(ВЮМћЩЯНкЁАЮЛжУВтСПЁБ)гаШ§жжЧщПіЃКвЛжжЪЧУЛгаЮЛжУВтСПдЊМўЃЌЮЊЮЛжУПЊЛЗПижЦМДЮоЮЛжУЗДРЁЃЌВННјЕчЛњЧ§ЖЏвЛАуМДЮЊПЊЛЗЃЛвЛжжЪЧАыБеЛЗПижЦЃЌМДЮЛжУВтСПдЊМўВЛдкзјБъжсзюжедЫЖЏВПМўЩЯЃЌвВОЭЪЧЫЕЛЙгаВПЗжДЋЖЏЛЗНкдкЮЛжУБеЛЗПижЦжЎЭтЃЌетжжЧщПівЊЧѓЛЗЭтДЋЖЏВПЗжгІгаЯрЕБЕФДЋЖЏИеЖШКЭДЋЖЏОЋЖШЃЌМгШыЗДЯђМфЯЖВЙГЅКЭТнОрЮѓВюВЙГЅжЎКѓЃЌПЩвдЕУЕНКмИпЕФЮЛжУПижЦОЋЖШЃЛЕкШ§жжЪЧШЋБеЛЗПижЦЃЌМДЮЛжУВтСПдЊМўАВзАдкзјБъжсЕФзюжедЫЖЏВПМўЩЯЃЌРэТлЩЯетжжПижЦЕФЮЛжУОЋЖШЧщПізюКУЃЌЕЋЪЧЫќЖдећИіЛњаЕДЋЖЏЯЕЭГЕФвЊЧѓИќИпЖјВЛЪЧЕЭЃЌШчШєВЛШЛЃЌдђЛсбЯжигАЯьСНзјБъЕФЖЏЬЌОЋЖШЃЌЖјЪЙЕУЛњДВжЛФмдкНЕЕЭЫйЖШЛЗКЭЮЛжУОЋЖШЕФЧщПіЯТЙЄзїЁЃгАЯьШЋБеЛЗПижЦОЋЖШЕФСэвЛИіживЊЮЪЬтЪЧВтСПдЊМўЕФОЋШЗАВзАЮЪЬтЃЌЧЇЭђВЛПЩЧсЪгЁЃ
ЁЁЁЁ(4)ЧАРЁПижЦгыЗДРЁЯрЗДЃЌЫќЪЧНЋжИСюжЕШЁГіВПЗждЄМгЕНКѓУцЕФЕїНкЕчТЗЃЌЦфжївЊзїгУЪЧМѕаЁИњзйЮѓВювдЬсИпЖЏЬЌЯьгІЬиадДгЖјЬсИпЮЛжУПижЦОЋЖШЁЃвђЮЊЖрЪ§ЛњДВУЛгаЩшДЫЙІФмЃЌЙЪБОЮФВЛЯъЪіЃЌжЛЪЧвЊзЂвтЃЌЧАРЁЕФМгШыБиаыЪЧдкЩЯЪіШ§ИіПижЦЛЗОљзюМбЕїЪдЭъБЯКѓЗНПЩНјааЁЃ
ЖўЁЂЮЌаоЙЄзїЕФЛљБОЬѕМў
ЁЁЁЁЪ§ПиЛњДВЕФЩэМлДгМИЪЎЭђдЊЕНЩЯЧЇЭђдЊЃЌвЛАуЖМЪЧЦѓвЕжаЙиМќВњЦЗЙиМќЙЄађЕФЙиМќЩшБИЃЌвЛ ЕЉЙЪеЯЭЃЛњЃЌЦфгАЯьКЭЫ№ЪЇЭљЭљКмДѓЁЃЕЋЪЧЃЌШЫУЧЖдетбљЕФЩшБИЭљЭљИќЖрЕиЪЧПДжиЦфаЇФмЃЌЖјВЛНіЖдКЯРэЕиЪЙгУВЛЙЛжиЪгЃЌИќЖдЦфБЃбјМАЮЌаоЙЄзїЙизЂЬЋЩйЃЌШеГЃВЛзЂвтЖдБЃбјгыЮЌаоЙЄзїЬѕМўЕФДДдьКЭЭЖШыЃЌЙЪеЯГіЯжСйЪББЇЗ№НХЕФЯжЯѓКмЪЧЦеБщЁЃвђДЫЃЌЮЊСЫГфЗжЗЂ
